三明抛丸清理机生产厂家
发布时间:2024-06-08 01:22:30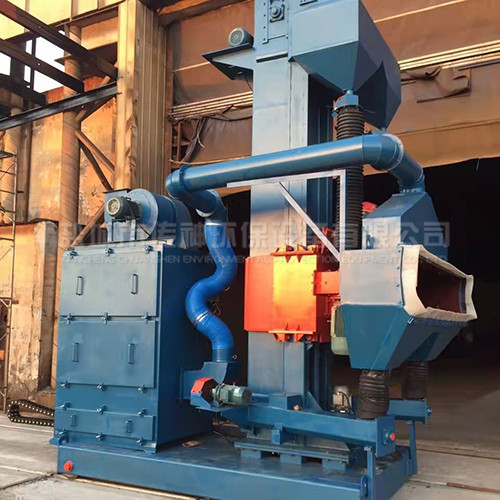
三明抛丸清理机生产厂家
履带式抛丸机是一种应用广泛的抛丸机,也称为履带式抛丸机。它利用高速旋转的叶轮将抛丸抛向室内工件,以达到清洗的目的。是综合技术研究设计的新产品。采用新型单盘抛丸机和橡胶带包围的假设滚筒,使清洗后的工件滚动均匀,减少碰撞,清洗效果好,工作后可自动卸料。从中小型铸件、锻件、冲压件到有色金属铸件、齿轮和弹簧的洁砂除锈,再到去氧化皮和表面强化,几乎可以看到履带式抛丸机的身影。本机配有除尘器,符合国家环保排放标准。噪音低,占地面积小,性能稳定,安全可靠,是国内优良理想的清扫设备。安装履带式抛丸清洗机时,应注意调整驱动滑轮轴承座,保持水平,避免皮带偏差;在分离器上安装手动抛丸门和抛丸门,并根据除尘系统图连接所有管道。分离的废物用户可自带垃圾桶进行处理;分离器装置在分离器正常运行时,射弹流帘内无间隙。如果不能形成全窗帘,应调整重锤,直至形成全窗帘。抛丸清洗机颗粒与砂的分离效果不好,可调整分离板,定期清除颗粒筛分出的大块物料,达到良好的分离效果;提升带由用户用孔连接。

三明抛丸清理机生产厂家
吊钩式抛丸机的斗式提升机对于抛丸清洗机的运行非常重要。钩式抛丸机的钢球可回收系统。钩式抛丸机是指吊式抛丸机。钢件旋转,抛丸除锈,环保。斗式提升机由摆线针减速器和电机轴、上下左右滚筒、运输胶带、料仓、封闭式料筒和张紧设备组成。斗式提升机的下方入料口与螺旋式运输器相接,上方进料口与丸砂分离设备相接。斗提机堵盖选用电焊焊接构造,外观设计美观大方、刚度好。斗提机堵盖上下设维修门,可检修及拆换料仓。开启下堵盖上的门盖,能够检修下边传动系统,清除其底端弹丸阻塞,该机选用平皮带旋转。在工作过程中,固定在运输胶带上的料仓抬起斗机底部的球,然后在斗机电机的驱动下将球提升到斗机顶部。通过过过滤力的方法进入球砂,砂中分离出来。斗机下有一套完整的张紧设备。当应用过段时间传动带松驰时,能够根据调整斗提机上端两边的调节地脚螺栓来涨紧传动带。调节范畴为150mm,调节时要留意使两边的调整量相同。

三明抛丸清理机生产厂家
吊钩抛丸机由抛丸除锈清除室、斗式提升机、分离设备、螺旋运输器、抛丸机总程序、弹丸自动控制系统、吊钩行走轨道、吊钩系统软件、旋转设备、路基、除尘设备、电气控制系统等组成。抛丸除锈清除室抛丸除锈清除室由室体和护板等构成。除灰口设定在后面内壁。抛丸除锈室盖为厚钢板和槽钢焊接结构,是钢件抛丸除锈的密封性和宽阔的实际操作室内空间。抛丸除锈清除室的一边内壁配有抛丸器总程,确保对被清除钢件开展全方位的抛丸除锈清除。室身体受抛丸器立即抛射的地区衬有薄厚为12mm的進口冷轧Mn13护板,单班生产制造使用期能够超过10年。其他地区选用63Mn板安全防护。护板均用安全防护螺丝帽卡紧,有利于必需时拆卸拆换。室体下部由厚钢板排列成圆弧形,使其弹丸注入底部的螺旋运输器。该厚钢板上也铺以护板开展安全防护。在螺旋式运输器的上边,铺有钢漏板,漏板的上边又铺耐磨橡胶板。应用时,耐磨橡胶板应铺在抛丸器的左后方,以维护下边的钢漏板,增加其使用期。该机基本型配备为人工服务手动式放料口方法。

三明抛丸清理机生产厂家
对于新使用的钩和钩,应进行一段时间的负荷试验,额定负荷为试验负荷的1.5倍,吊装时间不小于10分钟,卸料后不得变形。在钩子使用一段时间后,钩子的表面通常由于钢丝绳的作用而硬化。为防止表面硬化,每六个月至一年退火一次,但温度必须根据材料控制,否则钩子的金属颗粒会变厚,影响使用寿命。安全检查钩应至少每年检查一次,每季至少检查一次,以便经常使用的钩子。测试前,用煤油清洗钩体,用20倍放大镜检查危险部位。须没有裂缝,通过式抛丸机的塑性变形,铆钉的松动等。通过式抛丸机安全检查应根据繁重的工作量和恶劣的环境确定检查周期。主要检查钩子是否有裂纹,变形和钩形螺母以及松动的防松装置,检查衬套,心轴,小孔,耳孔及其紧固件的磨损情况。铸钩不得用于报废标准;钩体表面光滑,无裂纹、开裂、钢丝绳损坏;钩体缺陷不得焊接;钩应配备安全装置,防止意外脱钩。

三明抛丸清理机生产厂家
抛丸机脱脂的目的是去除工件表面的油污。抛丸后,附着在抛丸上的工件会形成油泥,影响涂层质量。同时,油污会堵塞除尘过滤,导致过滤使用寿命缩短。严重的话会堵塞除尘设备,导致除尘设备报废。卡车厂抛丸线脱脂采用加热喷射处理系统,工艺要求:温度40~70℃;槽液浓度1~5点。生产过程中,应及时调整,以确保达到工艺要求的范围。梁式抛丸线还应控制喷射压力在0.2~0.4兆帕范围内,过低容易清洗,过高容易将工件从挂击落。清洗保养:脱脂槽每周换水一次,彻底清理沉淀物;滤网每2小时清洗一次;喷嘴每天调整一次,方向准确,不堵塞;管道每月清洗两次。洗涤设备类似于脱脂,也采用加热喷射处理系统,但只控制温度(40~70℃),不需要控制浓度,其他管理与脱脂相同。纵梁抛丸线采用压缩空气吹水强制沥水,横梁抛丸线采用旋转离心沥水自动控制。要求工件表面的浮水基本沥干,减轻干燥压力,节约能源。干燥温度应为70~120℃,以保证工件表面的残水清洁。沥水和干燥的管理是去除工件表面的水分。带水工件进入抛丸机的后果比带油工件更严重。首先,带水工件抛丸后容易生锈,影响涂层质量;其次,水进入抛丸机会导致钢丸和抛丸产生的灰尘生锈和结块,导致抛丸机输送系统和除尘系统堵塞,严重时报废。因此,在生产过程中,应确保工件表面的水分被去除。